Paslanmaz Çelik Yüzey Resimleri


Paslanmaz Çeliklerde Taneler arası Korozyon
Karbon miktarı %0,03 ten fazla olan kararsız (stabilize edilmemiş) ostenitik paslanmaz çeliklerde 550°C-850°C sıcaklık aralığında tane sınırlarında karbür çökelmesi olur ve malzeme taneler arası korozyona duyarlı hale gelir.
Bu durumu engellemek için:
korozif ortamlarda taneler arası korozyon için tedbir almaya gerek yoktur.
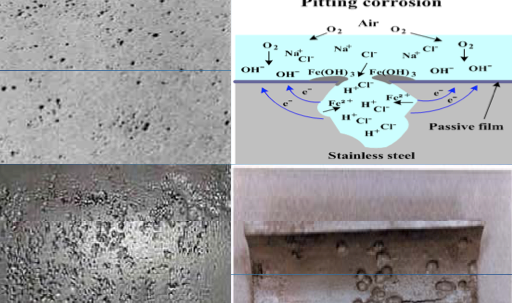
Paslanmaz Çeliklerde Pitting
Tüm yüzeyde pasif olan paslanmaz çeliklerde herhangi bir yerel korozyon olursa başlangıç noktasında hızlı bir ilerleme olur. Çünkü pasif (katot) ve aktif (anot) alanlar arasında bir elektrolitik pil (hücre) ortaya çıkar ve pitting ilerler. Ortamda klorür içeren çözeltiler varsa aktif pasif elektrolitik hücreleri hızlanır. Yapıda molibden bulunması ise noktasal korozyon dayanımını artırır.
Aralık Korozyonu
Aynı veya farklı türden iki paslanmaz çelik parçanın bağlantı ve birleşimi yerindeki aralıklarda oluşur. Havalanması zayıf olan dar aralıklardaki sınırlı miktardaki oksijen pasif oksit filmini onaramaz ve bir derişiklik pili oluşur. Ayrıca buralarda korozyonu hızlandıran bir kısım yabancı maddeler birikir. En uygunu bu yerlerin tamamen sızdırmaz yapılmasıdır.
Galvanik ve Derişiklik Pili Korozyonu
Paslanmaz çeliklerde makro ve mikro temas korozyonu (pili) şeklinde genel ve noktasal korozyon türlerine rastlanır. Özellikle paslanmaz çelik kabın içindeki çözeltiye ek olarak bulunan bakır vb. madenî parçacıklar mikro temas korozyonuna yol açar. Paslanmaz çeliklerde en sık rastlanan derişiklik pili elektrolite oksijen girişinin çeşitli bölgelerde farklı olmasından ileri gelen ve paslanmaz çeliğin yüzey pasişiğinin yer yer bozulmasına yol açan havalandırma pilidir.

| Sanayi ve Teknoloji Bakanlığından:
TS 12435 ALTIKÖŞE BAŞLI CIVATALAR-ALTIKÖŞE SOMUNLU-ÇELİK KONSTRÜKSİYONLAR İÇİN STANDARDI İLE İLGİLİ TEBLİĞ (TEBLİĞ NO: MSG – MS – 2018/9) Amaç MADDE 1 – (1) Bu Tebliğin amacı, TS 12435 (Mart 2016) “Altıköşe Başlı Cıvatalar, Altıköşe Somunlu-Çelik Konstrüksiyonlar İçin” standardının uygulamaya konulmasına ilişkin hususları belirlemektir. Standardın kapsamı MADDE 2 – (1) Bu standart; çelik konstrüksiyonların cıvatalanmasında kullanılan mamul kalitesi C sınıfı olan M12 ila M30 altıköşe başlı cıvatalar için boyutları ve teknik teslimat şartlarını kapsar. Ayrıca, bu standard, kullanılacak somunları ve rondelaları da kapsar. Standardın Ek A’sında tarif edilen ilave kurallar da kabul edilebilir. (2) Ayrıca, bu standarda uygun altıköşe başlı cıvatalar, alüminyum konstrüksiyonlarda ve kompozit konstrüksiyonlarda kullanım için de uygundur. Dayanak MADDE 3 – (1) Bu Tebliğ; 10/7/2018 tarihli ve 30474 sayılı Resmî Gazete’de yayımlanan 1 sayılı Cumhurbaşkanlığı Teşkilatı Hakkında Cumhurbaşkanlığı Kararnamesi, 10/6/1930 tarihli ve 1705 sayılı Ticarette Tağşişin Men’i ve İhracatın Murakabesi ve Korunması Hakkında Kanun ile 15/7/2018 tarihli ve 30479 sayılı Resmî Gazete’de yayımlanan 4 sayılı Bakanlıklara Bağlı, İlgili, İlişkili Kurum ve Kuruluşlar ile Diğer Kurum ve Kuruluşların Teşkilatı Hakkında Cumhurbaşkanlığı Kararnamesi ve 2/5/2012 tarihli ve 2012/3169 sayılı Bakanlar Kurulu Kararı ile yürürlüğe konulan Düzenlenmemiş Alanda Karşılıklı Tanıma Yönetmeliğine dayanılarak hazırlanmıştır. Uygulamaya konma MADDE 4 – (1) TS 12435 “Altıköşe Başlı Cıvatalar-Çelik Konstrüksiyonlar İçin-Somunlu” standardı iptal edilmiştir. Yerine TSE Teknik Kurulunun 24/3/2016 tarihli toplantısında kabul edilerek yayımına karar verilen TS 12435 (Mart 2016) “Altıköşe Başlı Cıvatalar, Altıköşe Somunlu-Çelik Konstrüksiyonlar İçin” standardı imalat ve piyasaya arz safhalarında zorunlu olarak uygulamaya konulmuştur. Uyma zorunluluğu MADDE 5 – (1) TS 12435 (Mart 2016) standardı kapsamına giren ürünleri üreten ve piyasaya arz edenlerin bu Tebliğ hükümlerine uymaları zorunludur. Karşılıklı tanıma hükmü MADDE 6 – (1) TS 12435 (Mart 2016) “Altıköşe Başlı Cıvatalar, Altıköşe Somunlu-Çelik Konstrüksiyonlar İçin” standardı ile ilgili Tebliğ hükümleri Avrupa Birliği üyesi bir ülkede yasal olarak üretilmiş veya yasal olarak serbest dolaşıma girmiş ürünlere uygulanmaz. (2) Ancak, Sanayi ve Teknoloji Bakanlığı birinci fıkrada belirtilen ürünü, Düzenlenmemiş Alanda Karşılıklı Tanıma Yönetmeliğinin Üçüncü Bölümünde belirtilen usul ve esaslara uyarak değerlendirmeye tabi tutabilir ve bunun sonucunda TS 12435 (Mart 2016) “Altıköşe Başlı Cıvatalar, Altıköşe Somunlu-Çelik Konstrüksiyonlar İçin” standardı ile ilgili Tebliğ tarafından aranan koruma düzeyini eşdeğer ölçüde sağlamadığını tespit ederse, ürünün piyasaya arzını yasaklayabilir, koşula bağlayabilir, piyasadan geri çekilmesini veya toplatılmasını isteyebilir. Temin MADDE 7 – (1) TS 12435 (Mart 2016) standardı, TSE merkez teşkilatından veya il temsilciliklerinden temin edilir. İletişim bilgilerine TSE’nin internet sitesinden ulaşılabilir. Yürürlükten kaldırılan standart MADDE 8 – (1) 4/9/1998 tarihli ve 23453 sayılı Resmî Gazete’de yayımlanan Mecburi Standart Tebliği (Tebliğ No:ÖSG-98/84-85) ile mecburi uygulamaya konulan, TS 12435 “Altıköşe Başlı Cıvatalar-Çelik Konstrüksiyonlar İçin-Somunlu”standardı yürürlükten kaldırılmıştır. Yürürlük MADDE 9 – (1) Bu Tebliğ yayımı tarihinden altı ay sonra yürürlüğe girer. Yürütme MADDE 10 – (1) Bu Tebliğ hükümlerini Sanayi ve Teknoloji Bakanı yürütür. |

“Neden Türkiye’de entegre paslanmaz çelik fabrikası yok?”
Paslanmaz çelik sektörüyle haşır neşir olan herkes; Neden Türkiye’de entegre paslanmaz çelik fabrikası yok? sorusunu birilerine mutlaka sormuştur. Kimseye sormasa bile kendi içerisinde bir muhakeme yapmıştır. Birçok platformda ve konferansta bu konu gündeme geliyor fakat her defasında rantabl olmadığı sonucuna varılıyor. Hâlbuki paslanmaz çeliğin en önemli girdisi olan kromit cevheri ülkemizde üretiliyor ve işlenmeden ihraç ediliyor.
Hammadde
Dünyada 4 milyar ton civarında kromit rezervi olduğu biliniyor. En azından teknik hesaplamalar bu yönde; Bu rakamın yüzde 80 i Güney Afrika;da yer alıyor. Ülkemizde ise 100 milyon ton civarında kromit rezervi olduğu tahmin ediliyor fakat çok daha yüksek rakamlara erişeceği de göz önünde bulunduruluyor. Ülkemiz yılda 2,5 milyon ton kromit üretimiyle dünya üretiminin yüzde 6’sını üretiyor. Gelelim Ferrokrom; Krom yataklarımız hepimizin malumu. Ferrokrom üretiminde krom cevheri ana etken fakat ferrokrom üretmek için ark ocaklarında kullanılacak önemli düzeyde enerjiye ihtiyaç duyuluyor. Ülkemizde enerji fiyatlarının durumu belli. Yani ferrokrom üretiminde rekabetçi olmamız mümkün görünmüyor. Bu nedenle elimizdeki krom cevherini de katma değeri düşük şekilde ihraç ediyoruz. Devlet desteği olması durumunda ülkemizde birçok şirketin ferrokrom üretimine yöneleceğini de belirtmeden geçmeyelim
Enerji
Toparlayacak olursak; bol miktarda gerekli yer altı kaynağına sahibiz fakat enerji maliyetleri nedeniyle değerlerimizi yok pahasına yurt dışına satmak zorunda kalıyoruz. Birçok sektörde stratejik öneme sahip paslanmaz çeliği ülkemizde bu nedenle üretemiyoruz, yurt dışına bağımlı kalıyoruz
Türkiye Paslanmaz Çelik Pazarı
Öte yandan iç pazar sorunu var. Türkiye’de yıl bazında toplam 300 bin ton paslanmaz çelik tüketiliyor. Bunun 50 bin tonu aslında paslanmaz çelik olarak alınıp, çeşitli işlemlerden geçirilerek yarı mamul haline getirilip imalatçı firmalara sunulan paslanmaz mamullerdir. Bu açıdan baktığınızda Türkiye’nin yıllık paslanmaz yassı çelik tüketimi 250 bin tondur. Diğer taraftan ülkemizde kişi başına düşen paslanmaz yassı çelik tüketimi 5 kg gibi çok düşük seviyelerde seyrediyor. Gelişmiş ülkeler açısından bakıldığında ise bu rakam çok daha üst seviyelerde seyrediyor.
2023 yılında Türkiye Pazarı
Türkiye de geçmişten bugüne kadar gelen yassı paslanmaz çelik tüketimi artış oranlarına bakılarak 2023 yılında Türkiye’nin 1milyon ton civarında paslanmaz çelik tüketimi olacağı tahmin ediliyor. Türkiye paslanmaz çelik ürünlerinin tamamını yurt dışından ithal ediyor. Türkiye’de tam entegre paslanmaz çelik üretim tesisi olmamasının nedeni Türk paslanmaz çelik pazarının yeterli büyüklüğe sahip olmaması ve yüksek enerji maliyetleri diyebiliriz. Ülkemizde üretim olarak sadece bir firmanın Soğuk Haddeleme Tesisi bulunuyor. Yurt dışından ithal edilen paslanmaz çelik, ülkemizde soğuk haddeleme yapılarak kullanıcılara sunuluyor. Bunun dışında sektörde köklü firmalarda var bu firmalar ÇSM (Çelik Servis Merkezleri) şeklinde çalışıyor. Yassı paslanmaz çeliği çelik servis merkezlerinde istenilen ebatlarda dilme ve boy kesme işlemi yapılarak piyasaya sunuluyor.
Teşvikler
Bu sorun tek başına özel sektörün sorunu değil, devletin de sorunu İşin özü; devlet desteği olmadan Türkiye de ne ferrokrom üretilebilir ne de paslanmaz çelik Destek olmadan entegre paslanmaz çelik fabrikası bizler için hayal Gerekli teşvik ve destek düzenlemelerinden sonra özel sektörün gerekli adımları atacağına yürekten inanıyoruz. Ancak bu teşvikler sektörün genelini koruyacak bir şekilde ele alınmalıdır. Bu küçük pazarda yıllarca yatırım yapmış, paslanmaz çeliğin kullanımını yaygınlaştırmış, Türkiye’nin gelişimine katkı sağlamış firmalar da sistem içerisine alınmalıdır.
Amaç Cari Açığı Azaltmak
Aslında bütün amaç; ülke olarak stratejik öneme sahip paslanmaz çelik teknolojisine sahip olmak, bununla birlikte katma değeri yüksek ürünler üretmek ve tamamını ithal ettiğimiz paslanmaz çeliği üreterek cari açığı azaltmak olarak özetleyebiliriz. Burada paslanmaz çelik entegre tesisine sahip olsak bile bu tek başına yeterli değildir. Yassı çelikte olduğu gibi bir çok kalitede ve ebatlarda özel ürünler söz konusudur. Bunların toplamını bir fabrikada üretemeyiz. Yani klasik yasssı çelikte üretici olduğumuz halde, halen ithalat yapıyorsak; paslanmaz çeliği de ürettiğimizde ithalat yapmaya devam edeceğiz.

Cumhurbaşkanlığı Hükümet Sistemi ile kurulan yeni hükümetin odaklanacağı alanlardan biri de sanayi ürünleri olacak
Yeni dönemde Türkiye’de üretilmeyen paslanmaz çelik ve sünger demir gibi ürünlerin yerli imkanlarla üretilmesine yönelik stratejiler çerçevesinde bu alanda yapılan yüksek tutarlı ithalatın önüne geçilecek. Yeni dönemde ana metal alanında sürdürülebilir ve güvenli girdi tedariki Türkiye’nin sanayisinde öne çıkan konu başlıklarından biri olacak. Bu kapsamda, demir-çelik sektörü üretiminde ithalatla karşılanan paslanmaz çelik, vasıflı çelik, yapısal çelik ve dikişsiz boru gibi yüksek katma değerli ürünlerin üretimine öncelik verilecek
Türkiye’de üretimi olmayan paslanmaz çelik, grafit elektrot, külçe çinko, sünger demir, alaşımlı alüminyum gibi ürünlerde 2023’e kadar üretim kapasitesi oluşturulacak. Karbon çeliği dışında kalan çelik tiplerinin üretimi için strateji oluşturulması planlanırken, Türk sanayisinin küresel pazara entegrasyonu için çalışmalar devam edecek.
Paslanmaz çeliğe 5 yılda 6 milyar dolar
Yeni dönemde yerli imkanlarla üretilmesine vurgu yapılan ürünlerden biri paslanmaz çelik ve sünger demir olarak öne çıkıyor. Türkiye Çelik Üreticileri Derneği (TÇÜD) verilerine göre, yurt içinde üretimi yapılmayan paslanmaz çelik ürünleri ithalatı 2013-2017 döneminde miktar bazında kümülatif 2,9 milyon ton olurken, bu ürünler için 6 milyar dolar ödendi
Aynı dönemde bir başka ithal ürün olan sünger demiri için 2,3 milyon ton dış alım gerçekleştirilirken, bu ürün grubu için ödenen tutar 621 milyon dolar olarak kayıtlara geçti. Türkiye’nin en fazla paslanmaz çelik ithal ettiği ülkeler arasında Güney Kore, Çin, Tayvan, İtalya ve İspanya öne çıkıyor. Uygulanacak strateji çerçevesinde söz konusu ürünlerin yerli olanaklarla üretilmesi halinde yaklaşık 7 milyar dolarlık bir ithalatın önlenmesi amaçlanıyor
Katma değeri yüksek çelik üretimi şart
TÇÜD Genel Sekreter Vekili Gazi Bilgin, ABD Başkanı Donald Trump’ın çelik üretiminin önemine vurgu yaparak, bu ürünün ithalatına yüzde 25 ek vergi uygulamasının çelik ihracatçıları bakımından sıkıntı yarattığını, buna karşın küresel ölçekte çeliğin gündeme taşınmasını ve Türkiye’ de farkındalığın oluşmasını sağladığını söyledi.
Çelik üretiminde katma değeri yüksek ürünlerin artırılması yönünde bir kararlılık olduğuna dikkati çeken Bilgin, Çelik sektöründe rekabet artıyor, bu rekabet ortamında tutunabilmek, daha yüksek oranda pay alabilmek için daha nitelikli, katma değeri yüksek çelik üretimini gerçekleştirmek durumundayız; dedi. Paslanmaz çelik üretimi konusunda firmaların istekli olduğunu ancak çelik yatırımlarının pahalı yapıldığını dile getiren Bilgin, Firmalar paslanmaz çelikte Türkiye’de üretim açığı olduğunun farkında ve yatırım yapma konusunda arzulu ifadesini kullandı.
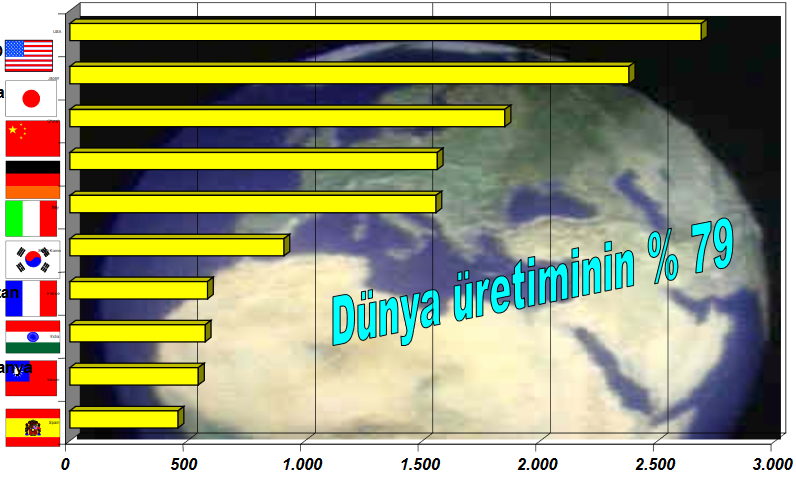
ABD, Japonya, Çin, Almanya, İtalya, G.Kore, Fransa, Hindistan, Tayvan ve İspanya’nın paslanmaz çelik üretimleri toplamıdünya üretiminin yaklaşık yüzde 80’inidir.
Paslanmaz Çelik Servis Merkezleri
Dünyada paslanmaz çelik tüketimi ve bu çeliğin kullanım alanı sürekli bir artış göstermektedir. Paslanmaz çeliğin tüketimi; uygulama alanları dikkate alındığında, çok küçük miktarlardan büyük tonajlara çok geniş bir aralıkta gerçekleşmektedir. Öte yandan uygulama alanının fazlalığı ve bu ailenin sahip olduğu geniş ürün yelpazesi; paslanmaz çelik ticaretini, klasik satış işleminin ötesine, bir hizmet olgusu ile güçlendirilmiş pazarlama işlevine dönüştürmektedir. Tüketicinin bu denli yoğun hizmet ihtiyacını üretici firmaların doğrudan karşılaması artık mümkün olmamaktadır. Bu nedenle paslanmaz çeliğin üretiminden tüketimine kadar olan süreçte,”Servis Merkezi” olarak adlandırılan bir ara kademe oluşmuştur. Böylece üretici firmalar daha çok üretim fonksiyonuna yoğunlaşmakta, standart ebat ve kalitelerde üretimlerle, üretim maliyetlerini önemli ölçüde düşürmektedirler. Öte yandan paslanmaz çeliklere üretim sonrasında dekoratif uygulamalar amacı ile çeşitli yüzey özellikleri kazandırmak da mümkün olmaktadır. Üretim teknolojisinden tamamen ayrı olan bu işlemler özel merkezlerde gerçekleştirilmektedir. Paslanmaz çelikler standart genişliklerde rulo olarak üretilirler. Bu üretimde genişlik, genellikle standart ölçüden daha büyük gerçekleştirilir. Örneğin 1000mm. Standart genişlikte üretilecek bir rulo için üretim sonrasındaki genişlik 1050 mm. olabilir. Bu malzeme “ Mill Edge” olarak tanımlanır. Üretilen rulo daha sonra dilme hatlarında standart boyutlara düşürülür. Paslanmaz çeliğin üretiminde piyasada kabul gören standart genişlikler 1000 mm., 1250mm., 1500 mm. ve 2000 mm. dir. Levha halindeki paslanmaz çeliklerde ise boy standartları ise 2000 mm., 2500 mm. 3000 mm., 4000 mm. ve 6000 mm. şeklindedir. Standart ebatlarda üretilen paslanmaz çeliğin kullanımında çoğunlukla özem ebatlara ihtiyaç duyulmakta, ancak bu işlemler ise genellikle paslanmaz çelik üreticileri tarafından gerçekleştirilmemektedir. Bundaki temel neden üreticilerin kullanıcılara olan coğrafi uzaklıkları ve kendilerini üretim proseslerinde yoğunlaştırmalarıdır. Dolayısıyla üretici firmalar tarafından standart ebat ve yüzey kalitelerinde üretilen paslanmaz çeliklerin tüketicinin ihtiyacı doğrultusunda boyutlandırılması ve yüzey işlemlerinin yapılması Servis Merkezleri tarafından sağlanmaktadır. Servis Merkezleri, müşterinin malzeme üzerindeki bu fiziksel beklentilerini karşılamanın yanında onlara bir çözüm ortağı olarak da hizmet verebilmektedir. Böylece pek çok proje, ortak çalışmalarla daha etkin olarak hayata geçirilebilmektedir. Klasik bir Servis Merkezinde Boy Kesme, Dilme, Yüzey Taşlama ve Fırçalama işlemlerini yapacak özel üretim hatları bulunur. Bunun yanında plazma kesme, lazer kesme gibi imkânlar da sunulabilmektedir.
Paslanmaz çelik servis merkezleri çalışmanın sanayiciler açısından yararı vardır:
Boy Kesme işlemi
Servis Merkezlerinde bugün için verilen en önemli hizmet, üretici firmalardan temin edilen ruloların müşterinin ihtiyacı doğrultusunda levhalar haline dönüştürülmesi ve istenilen boylarda kesilmesidir. Günümüzde tamamen PLC kontrollü olarak tasarlanan özel üretim hatları ile bu işlemler artık çok hassas bir şekilde gerçekleştirilebilmektedir. Boy kesme hatları esas olarak bir rulo açıcı, düzeltici, giyotin ve istişeme ünitesinden oluşmaktadır. Bunlara ilave olarak kağıt sarıcı, kağıt verici, plastik koruyucu film uygulama ünitesi gibi donanımlar da mevcuttur. Paslanmaz çelikler için kullanılan boy kesme hatları normal karbon çelikler için kullanılanlara şekil olarak bir benzerlik gösterse de, önemli farklılıklar içermektedir. Bu farklılık öncelikle malzeme yüzeyinin korunmasına gösterilen özende yatar. Bu nedenle bu hatlarda bulunan merdaneler ya özel kauçuk veya poliüretan malzemelerle kaplı, ya da krom kaplı yüzeylere sahiptirler. Ayrıca istişeme ünitesinin de malzemeyi çizmeyecek şekilde
dizayn edilmiş olması gerekmektedir. Bir boy kesme hattının en hassas bölümlerinden biri, düzeltme işleminin yapıldığı ünitedir. Bu hatlarda straightener, şattener veya leveler adı verilen üniteler yer alabilir. Bunlar içerisinde leveler ünitesi en hassas düzeltme işlemini yapanıdır. Leveler, işlenecek malzemenin kalınlığına göre özel olarak dizayn edilmiş ve üretilmiştir. Leveler ayrıca düzeltme esnasında paslanmaz çelikte üretim sonrasında var olan iç gerilmeleri giderici bir işlemi de uygular. Leveler üniteleri kendi aralarında dört ve altı kademeli olarak iki ayrı tipe sahiptirler. Altı kademeli leveler genellikle 6 mm. ve altındaki soğuk çekme malzemeler için ideal bir düzeltme imkanı sunar. Dört kademeli leveler ise 6-13 mm. kalınlık aralığındaki ve daha ziyade sıcak çekme malzemeler için tercih edilirler. Kesim işleminin yapıldığı giyotin de diğer önemli bir ünitedir. Bu giyotin günümüzde
uçar-makas veya dönel-makas olmak üzere iki ayrı tipte olabilir. Paslanmaz çeliğin boy kesme hatlarında kesilmesi esnasında süreklilik önemli bir unsurdur. Zira her duruşunda düzeltme işlemini sağlayan leveler, malzeme üzerinde bazı izlerin kalmasına neden olabilir. Bu nedenle paslanmaz çelik boy kesme hatlarında kesim işlemi bu özel makaslar yardımı ile yapılır.
Dilme işlemi
Servis Merkezlerinin sunduğu bir diğer hizmet de standart genişliklerde üretilen malzemelerin ihtiyaç duyulan ene düşürülmesidir. Dilme hatları genellikle bir açıcı, kesme ünitesi, gergi ünitesi ve sarıcıdan oluşmaktadır. Yine bu hatlarda kağıt sarıcı, kağıt verici ve plastik film uygulama üniteleri de bulunmaktadır. Bu hatlar da yine paslanmaz çeliğin yüzeyinin korunması için özel dizaynlara sahiptirler. Merdaneler yine genellikle kauçuk esaslı veya poliüretan malzemelerle kaplıdır. Dilme işleminde dairesel bıçaklar kullanılır. Kalınlıkları son derecede hassas olarak işlenmiş olan ara parçalar yardımı ile dilme işlemi sonrasında şerit genişliklerinin çok hassas olarak elde edilmesi mümkün olmaktadır. Özellikle kalıp kullanılan imalat prosesleri için malzemenin boyut hassasiyeti önemli avantajlar sağlarlar.
Taşlama ve Fırçalama işlemleri
Paslanmaz çelikler günümüzde dekoratif uygulamalar için de yaygın olarak kullanılmaktadır. Kullanım alanlarına örnek olarak, asansör kapı ve kabinleri, bina dış cephe kaplamaları, sütun giydirmeleri ve mutfak ekipmanları (buzdolabı, fırın vb) verilebilir. Ancak bu tür uygulamalarda standart özelliklerde üretilen paslanmaz çeliklerin sahip oldukları yüzeyler yeterli kalitede bir görünüm sağlayamamaktadır.
Bu nedenle paslanmaz çeliklere taşlama ve fırçalama gibi işlemlerle farklı yüzey görünümleri kazandırılabilir. Taşlama, daha çok ostenitik çelikler için uygulanan bir yüzey işlemidir. Bu işlemlerde
ıslak ve kuru olmak üzere iki temel proses uygulanabilmektedir. Islak prosesler de kendi içinde kullanılan sıvıya göre farklılıklar göstermektedir. Taşlama işlemi temel olarak malzemenin belirli bir hızla hareketi esnasında yüzeyinin geniş bir zımpara ile üniform bir şekilde zımparalanması işlemidir.
Bu işlemi yapan üretim hatlarında genellikle iki taşlama kafası bulunur. Böylece farklı değerlerdeki zımparalar kullanılarak değişik yüzeyler elde edilebilir. Kullanılacak zımparaların aşındırıcılarının
demir içermemesi gerekmektedir. Paslanmaz çeliklerin taşlanmasında kullanılan zımparalar genellikle alüminyum oksit, silisyum karbür veya zirkonyum esaslı aşındırıcılara sahiptir. Alüminyum oksit zımparalar kırmızı renkli, silisyum karbür zımparalar ise siyah renkli olarak bilinir. Alüminyum oksit zımparalar daha mat bir yüzey sağlarken silisyum karbür zımparalarla daha parlak bir yüzey elde etmek mümkündür. Ancak silisyum karbür zımparalarla yapılan taşlama işlemlerinin maliyeti daha fazladır. Zımparaların ek yerlerinin düzgünlüğü ve bir zımparadaki ek yeri sayısının azlığı zımparalama kalitesine etki eden önemli faktörlerdir. Zımparalama işlemi için tercih edilen aşındırıcı numaraları ise 100-320 grid arasındadır. Taşlama işleminde, zımpara tipi, zımpara dönüş hızı, malzeme ilerleme hızı ve zımpara ile yüzey arasındaki sürtünme kuvveti değişik değerlere getirilerek farklı amaçlar için farklı yüzeyler elde edilebilir. Fırçalama işleminde ise aşındırıcı sentetik bir malzeme olup silindirik bir fırça şeklindedir. Fırça kendi ekseni etrafında dönerken aynı zamanda ileri-geri bir hareketle (osilasyon) malzeme yüzeyinde çizgiler oluşmasını sağlar. Bu işlem esnasında malzeme belirli bir hızla hareket ettirilir. Kullanılan fırçalar ise yine alüminyum oksit ve silisyum karbür aşındırıcılara sahip olabilir. Bu fırçalar da taşlamadakine benzer şekilde farklı yüzey parlaklığı sağlarlar. Fırçalama işleminde de malzeme ilerleme hızı, fırça dönüş hızı, osilasyon genliği ve frekansı yüzeydeki izlerin şeklini belirleyen önemli parametrelerdir. Gerek taşlama ve gerekse fırçalama işlemleri sonrasında malzeme yüzeyini korumak amacı ile plastik esaslı bir film(PE, PVC) uygulaması yapılır. Böylece hassas bir şekilde oluşturulmuş yüzeyler, çeşitli üretim prosesleri sırasında oluşabilecek hasarlara karşı korunmuş olurlar.
Yüzey Koruma
Paslanmaz çeliklerde kimyasal ve mekanik özellikler yanında yüzey özellikleri de önem taşımaktadırlar. Paslanmaz çeliklerin nihai kullanım yerlerinde, yüzeyleri boya ve macun gibi işlemlerle örtülmez. Ancak yüzeyler çizilmelere karşı önemli bir hassasiyete sahiptir ve taşlanmış,
fırçalanmış veya parlak yüzeyli malzemelerin gelişigüzel çizilmesi arzu edilmez. Öte yandan çeşitli üretim prosesleri sırasında yüzeylerin bu tür hasarlara maruz kalma tehlikesi çok yüksektir. Bu nedenle özellikle gıda sektörü ve dekoratif uygulamalarda imalat proseslerindeki olası problemler nedeni ile yüzeyin korunması gerekir. Bunu sağlamak için kullanılan yaygın yöntem yüzeyin kendinden yapışkan bir PE veya PVC folyo ile kaplanmasıdır. Günümüzde bu amaçla üretilen folyolar kauçuk veya akrilik esaslı yapıştırıcılara sahiptir. Bu tür yapıştırıcılar, folyo paslanmaz çelikten söküldüğünde yüzeyde herhangi bir iz veya kalıntı bırakmazlar. Folyolar değişik kalınlıkta özelliklerde temin edilebilirler. Derin çekme uygulamaları, kolay sökülebilme, dış mekan uygulamalarında ultraviyole ışınlara dayanım, lazerle kesmeye uygun olma gibi pek çok farklı beklentileri karşılayan değişik folyolar mevcuttur. Yüzeyi koruma amaçlı bu folyolar, belirli bir dayanım süresine sahiptirler ve amaçları üretim prosesleri esnasında oluşabilecek yüzey hasarlarını engellemektir. Bu nedenle imalat işlemleri sonrasında mümkün olan en kısa sürede yüzeyden sökülmeleri gerekmektedir.
T.C.
TİCARET BAKANLIĞI
Gümrükler Genel Müdürlüğü’nün 28.12.2018 tarihli 72.12 tarife pozisyonun tahlili konulu yazısında:
Gümrük ve Ticaret Müfettişi Mansur Ali TARHAN tarafından düzenlenen 05.11.2018 tarihli, 184-B/08-1 sayılı Sonradan Kontrol Raporunun “Değerlendirme ve Sonuç” bölümünde özetle, 72.12 tarife pozisyonunda yer alan demir ve alaşımsız çelikten yassı hadde ürünlerinin vergilendirilmesinde asli unsurlardan biri olan hadde (sıcak ve soğuk) şekline ilişkin tespitlere laboratuvar analiz raporlarında yer verilmediği, bundan sonraki süreçte sağlıklı ve doğru GTİP tespiti ve vergilendirmenin sağlanması amacıyla laboratuvar incelemelerinin belirtilen hususu da kapsayacak şekilde yapılması ve raporlandırılması gerektiği hususlarına yer verilmektedir.Bu kapsamda, gerek 72.12 tarife pozisyonunda, gerekse gümrük laboratuvarına intikal eden diğer ürünlere ilişkin tahlil işlemlerinde, sınıflandırmayı etkileyebilecek tüm ayırım kriterlerinin tespit edilmesi ve tespit sonuçlarına kullanılan analiz yöntem ve metotlarıyla birlikte raporda yer verilmesi gerektiği belirtilmektedir.
Sürekli Döküm
Hazırlanan alaşım potadan bir tava aracılığıyla katılaşmanın başladığı su soğutmalı bir bakır kalıp içine dökülür. Katılaşan yassı kütük (slab), bükme ve düzeltme merdanelerinin bulunduğu kısma aktarılır ve bu işlem sonunda malzeme alev ile istenen boya kesilir.Bu teknoloji ile çeliğin slab halinde kesintisiz olarak dökülmesi mümkündür.
Taşlama
Döküm sırasında slab yüzeylerinde çeşitli kusurlar ortaya çıkabilir. Bekletilerek soğutulan yassı kütüklerin yüzey kusurları değişik ebatlardaki taşlama tezgahlarında yerel olarak veya yüzey tamamen taşlanarak giderilir.
Sıcak Haddeleme
Sıcak haddeleme öncesinde ilk işlem yassı kütüklerin konveyörlü fırında ve koruyucu atmosferde 1250°C sıcaklığa ısıtılmasıdır. Kaba haddeleme ile malzeme kalınlığı yaklaşık 25mm’ye indirilir. Bu işlem sonrası malzemenin sıcaklığı 1100°C civarındadır.
2 Kaba haddeleme sonucunda uzunluğu artan yassı ürün, bobin halinde sarılır ve ileri-geri haddeleme işlemleri ile malzeme kademeli olarak inceltilir. Rulo sarıcılar 950°C sıcaklıkta bulunan özel fırınlar içine yerleştirilmişlerdir. Dörtlü ve altılı merdane grupları yardımıyla yapılan bu haddelemede kalınlık hassas olarak kontrol edilir. Malzemenin istenilen kalınlığa ulaştığı son pasodan sonra sıcak sac bir soğutucu içinden geçirilerek rulo sarıcıya beslenir. Paslanmaz çeliklerin sıcak haddeleme sonrasında pazarlandıkları enderdir, dolayısıyla sıcak haddelenmiş bu yarı mamul genellikle bir sonraki işlemler dizisi için soğuk haddeleme ünitesine aktarılır. Sıcak haddeleme sonrasındaki yapılan ilk işlemler: malzemenin kontrolü, küçük rulolarda sarılı olan malzemelerin uçlarından kaynakla birleştirilerek daha büyük ruloların oluşturulması ve gerekirse şerit kenarlarının tıraşlanarak tesviyesidir. Ardından; tavlama ısıl işlemi ile çeliğin yumuşatılması ve iç yapısının homojenleştirilmesi, asit banyosu ileyüzeylerin temizlenmesi işlemleri gerçekleştirilir.
Tavlama ve Asit Banyosu
Bu işlemler ardışık sürekli hatlar üstünde yapılır. Bu hatlar üstünde fırınlar, kumlama ve asit banyosu üniteleri mevcuttur. Asit banyosunda malzeme yüzeyinin temizlenmesi ve istenen yüzey özelliklerinin kazandırılması işlemi, soğuk haddeleme öncesinde olduğu gibi, sıcak haddelenmiş olarak satışa sunulacak malzeme üzerinde de uygulanır. Soğuk haddeleme öncesinde yapılan en son işlem, sıcak haddeleme ve diğer işlemlerden kalma yüzey kusurlarının taşlama hattında giderilmesidir. Ayrıca, satışa sunulacak sıcak haddelenmiş bu ürünün müşteri istekleri doğrultusunda yüzey özelliklerini kazandırmak üzere parlatılması da yapılabilir. Soğuk haddeleme sürecinde paslanmaz çelik sac, ileri-geri hareket özelliğine sahip hadde tezgahın da birbiri ardına uygulanan pasolar ile inceltilerek, kalınlıkta %80’e varan azalmalar sağlanabilir. Haddelenmeye devam etmek, yani parçayı daha fazla inceltmek gerekiyorsa, bir ara tav yapılması, yüzeyin tekrar asit banyosunda temizlenmesi ve ancak daha sonra yeniden haddelemeye devam edilmesi gerekir.
Soğuk haddelenme tamamlandığında, sıcak haddeleme de olduğu gibi yeniden tavlama ve asit banyosu işlemleri gerekir. Asit banyosunu takiben ikili merdane düzenine sahip bir tezgahta çok küçük bir paso ile son haddeleme işlemi yapılır. Burada amaç şeridin yassılığını ve yüzey özelliklerini istenen seviyeye getirmektir. Bazı türlerde, özellikle 0,5-2,0 mm gibi saclarda özel tezgahlarda gerdirmeli kalınlık ayarı(tensionleveling) yapılarak kalite daha da iyileştirilir. Satışa sunulan paslanmaz çelik, rulo halinde veya servis merkezlerinden özel tezgahlarda dar boyut toleranslarında, istenen boy ve genişlikte kesilmiş/dilinmiş olarak temin edilebilir. Servis merkezleri aynı zamanda talep edilen yüzey kalitesini de sağlamak üzere özel tezgahlarla donatılmışlardır.
Korozyon Dayanımı
Bütün paslanmaz çeliklerin korozyon dayanımı yüksektir. Düşük alaşımlı türleri atmosferik korozyona, yüksek alaşımlı türleri ise asit, alkali çözeltileri ile klorür içeren ortamlara dahi dayanıklıdır. Bu çelikler ayrıca yüksek sıcaklık ve basınçlarda da kullanılabilir.
Yüksek ve Düşük Sıcaklıklar
Bazı paslanmaz çelik türlerinde, yüksek sıcaklıklarda dahi tufallanma ve malzemenin mekanik dayanımında önemli bir düşme görülmez. Bazı türleri ise çok düşük sıcaklıklarda dahi gevrekleşmezler ve tokluklarını korurlar.
İmalat Kolaylığı
Paslanmaz çeliklerin hemen hepsi kesme, kaynak, sıcak ve soğuk şekillendirme ve talaşlı imalat işlemleri ile kolaylıkla biçimlendirilebilirler.
Mekanik Dayanım
Paslanmaz çeliklerin büyük çoğunluğu soğuk şekillendirme ile pekleşir ve dayanımın artması sayesinde tasarımlarda malzeme kalınlıkları azaltılarak parça ağırlığı ve fiyatta önemli düşüşler
sağlanabilir. Bazı türlerde ise ısıl işlemler ile malzemeye çok yüksek bir dayanım kazandırmak mümkündür.
Görünüm
Paslanmaz çelikler çok farklı yüzey kalitelerinde temin edilebilirler. Bu yüzeylerin görünümü ve kalitesi, bakımı kolay olduğundan kolaylıkla uzun süreler korunabilir.
Hijyenik Özellik
Paslanmaz çeliklerin kolay temizlenebilir olması, bu malzemelerin hastahane, mutfak, gıda ve ilaç sanayinde yaygın olarak kullanılmasını sağlar.
Uzun Ömür
Paslanmaz çelikler dayanıklı ve bakımı kolay malzemeler olduklarından, üretilen parçanın tüm kullanım ömrü dikkate alındığında ekonomik malzemelerdir.